EPE foam machine how to operate? EPE production process and operating procedures
8.1 Mixing.
First, a bag of polyethylene raw materials plus 500 grams of talcum powder mixture, adding talcum powder hopper back.
8.2 Checking. Check the butane, monoglyceride, nitrogen is sufficient. Butane must use nitrogen pressure to be injected into the extruder from the butane pump, nitrogen pressure is generally set to 1.3-1.4Mpa. Such as the pressure of nitrogen down to 2Mpa, should replace the new nitrogen.
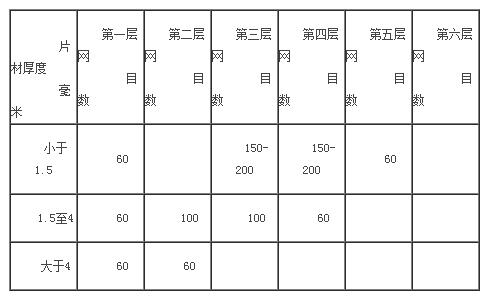
8.3 for the network. According to the thickness of the sheet to be produced in the filter plate to install the appropriate filter, filter selection can refer to the following table:
8.4 Preheating
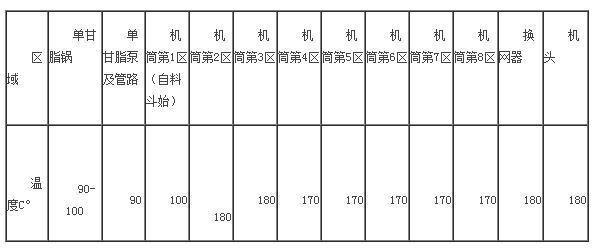
8.4.1 Turn on the power switch of the main unit and turn on the shunt switch. Check whether the district temperature controller is displayed normally. Found abnormal phenomenon, and immediately resolved. The temperature controller to adjust the number of required temperature, the initial set temperature value can refer to the following table:
8.4.2 Turn on the heating switch of each district, check the ammeter value of each district is normal. If the current value is less than the rated value, indicating that the district may damage the heater should immediately check replacement.
8.4.3 When the temperature reaches the set value in each zone, the insulation is about half an hour, so that the temperature inside and outside the barrel screw fully uniform to ensure that the raw material fully melted barrel.
8.4.4 Check the pot is sufficient monoglycerides.
8.5 Prepare to power on
8.5.1 After preheating, turn on the nitrogen gas cylinder of butane system, each butane gas cylinder, decompression tank, check valve of each check valve, the pressure value of nitrogen gauge is adjusted to be 1.3-1.4Mpa, No leakage phenomenon, if there is leakage phenomenon should be taken immediately to solve the problem. Check the flow rate of the butane pump. If the butane pump is frequency control, check if the FM knob is in the low frequency position. If not, check whether the flow control valve is in low flow (normally 16%) position.
8.5.2 Check that the flow control valve of the monoglyceride pump is in the low flow position. Usually the scale 6 position.
8.5.3 Open the water pump switch and check whether the water pump is working normally.
8.5.4 Winding machine Set the paper tube on the reel and tighten it.
8.6 Power on
8.6.1 Set the cooling temperature.
Modify the first 1,6,7,8, screen changers and head temperature to the cooling temperature. Generally, the first zone is set to 130 ° C and the 6th, 7th and 8th zones are set according to actual data.
8.6.2 Host Startup.
Press the host start button, until the frequency converter display is stable, adjust the FM knob to make it 8Hz, then the host has been started.
Note: The temperature is less than the case of boot! . Otherwise, there is the risk of a broken screw.
8.6.3 Butane pump and monoglyceride pump start.
Press the butane pump and monoglyceride pump start button to observe the Butane pressure gauge and monoglyceride pressure gauge instructions are normal. If not normal should take measures to resolve, the specific measures see failure analysis table.
8.6.4 Start the cooling system.
8.6.4.1 Cylinder cooling section.
Open the water valve 6,7,8 three areas, and adjust the valve water flow, cooling for the three areas, pay attention to water flow should be appropriate, too slow cooling is too slow, cooling time is too long, waste material; too much cooling too fast , Because the thermocouple in the sensing process, the need for a certain response time, water is too large, easy to produce stiff material, extruded sheet foam, a serious hole, or even split into a lock of a lock of the bar, so , Cooling process should pay attention to observe the temperature of the cooling zone, the corresponding adjustment of water flow size.
8.6.4.2 Screen changer and nose section.
Close the heating knob of the nose and screen changer to stop the heating. Dip the cloth with a piece of cloth or pour water directly into the water pipe. Cool down the screen and the head. The cooling water should be intermittent. Too fast, in the screen changer and the nose at the production of stiff material. Note: Before turning the head and screen changer, be sure to turn off the heating power to prevent electric shock.
8.6.5 Operation during cooling.
8.6.5.1 Adjust the mold clearance.
Rotate the head adjustment nut, so that the gap between the die head and outside the mouth is about 0.1-0.2mm. Appropriate clearance of small die gap can reduce the waste of materials. Check the thickness of the extrusion material around the die, use the top wire to adjust the position of the inner die to make it uniform. If the die extrusion material cracking phenomenon, indicating the mouth of the mouth mold dirty things, will adjust the nut loose look, then tight back, the dirty things out. Note: the mold gap should be adjusted appropriately, too small material easy to crack, too loose there is the release of sound.
8.6.5.2 Control of host frequency, temperature, butane and monoglyceride.
When the temperature of any zone of 6, 7, and 8 is basically reduced to the set temperature, the frequency of the host should be adjusted to the frequency needed for normal production according to the thickness of the sheet to be produced, then increase the flow of butane and monoglyceride To the corresponding value (the value of the machine to determine the value of the reference). Note that the butane flow is too large, the nose is prone to jet phenomenon; flow is too small, the material foam is not good, resulting in the cylinder pressure is too high. Monoglyceride if the flow is too large, it is also easy to spray at the nose; too little, the material easy to dip in the die surface, the extruded sheet is easy to shrink. Can just pick up the material in the water dip, observe the surface with or without bubble foam, if there is that there are monoglycerides in the material.
8.6.5.3 observe the head of the extruded material to determine the degree of cooling, when the extrusion sheet edge and the edge is no longer adhesion between, according to the thickness of the sheet to be roughly adjusted die size, and the use of internal die adjustment The top wire makes the extruded sheet uniform in thickness. At the same time, clean up the die around the adhesion of the material. Such as sheet edge and edge adhesion, then check the screen changer and head temperature is set to a temperature value, such as high temperature, then continue to cool, such as down to the set value, it may be inside and outside the mold temperature bias High, wipe with a damp cloth inside and outside the mouth, until the edge and edge no longer adhesion.
8.6.6 Start the sizing blower and wind blower and the cutting motor.
8.6.7 Start the tractor and winder and estimate the speed at which they are to be adjusted.
8.6.8 Separate the tubular foamed sheet from the head and move the sizing drum to the head. Two people cooperate to set the foam sheet over the sizing drum, tear the end defective while pulling, By the flat-frame to the tractor, to the winding machine, quickly around the winding tube in the paper tube. The tractor speed and take-up reel speed are adjusted to match the extrusion speed of the sheet.
8.6.9 When the sheet is over the sizing tube, move the air ring to the front end of the sizing drum, and note that the air in the wind ring can not be blown to the head.
8.6.10 Check that the head temperature is not higher than the set temperature and turn on the screen changer and the head heating switch.
8.6.11 Check the sheet thickness. If the requirements are almost the same, may be appropriate to adjust the traction speed, so that the sheet to meet the requirements; such as a lot of difference, the first adjustment of the mold gap, and then adjust the traction speed until it meets the requirements.
8.6.12 According to quality requirements, check the sheet of the cell size, tile edge height, width and whether the phenomenon of shrinkage, etc., to determine the talc, butane, monoglyceride flow and temperature is appropriate.
8.6.13 When rolling to the left and right sides, along the axis of the film by hand beat the volume, feel should be basically uniform everywhere, or feel loose that the sheet is thin, tight place that the sheet thickness, then Should be appropriate to adjust the top of the mouth die slightly to eliminate the phenomenon.
8.6.14 If the machine is switched on for the first time after installation, adjust the height and position of the flattened frame and the position of the tractor and winder to ensure a smooth and neat winding.
8.6.15 When the length of the sheet reaches the set length, the device will automatically turn over the replacement station, and the alarm tone will sound, prompting the operator to cut the sheet and go around to another take-up reel to enter the next take-up cycle.
Note: In the production process, should always check the nitrogen, butane, monoglyceride consumption, and whether the leakage occurred.
8.7 Shutdown
8.7.1 Shutting Down the Host Section.
8.7.1.1 Press the stop button on the governor operator of the inverter to return the FM knob to 0 (counterclockwise rotation).
You may like













3d XPE Foam Wall Sticker Moulding Machine/XPE folding mat machine
XPE material cushioning - for the semi-rigid foam, after the impact of strong impact without loss of original performance, and more for precision instruments, semiconductor packaging and other fields, but also can use its easy formability, and for sports protection products And leisure products production areas.
epe foam sheet extrusion line
The production line for producing EPE foam sheet and the width of the pearl cotton can be adjusted.