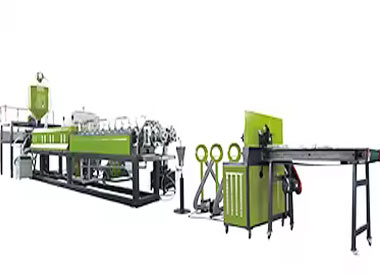
How to Maintain the Screw and Barrel of an EPE Foam Machine
The performance of a EPE foaming machine is largely determined by its screw barrel. During operation, we must diligently protect the screw barrel from damage caused by improper handling! To safeguard the screw barrel of a EPE foaming machine, we offer the following recommendations:
1. When using new plastic material, thoroughly clean residual material from the barrel.
2. Never start the machine before the barrel reaches the pre-set temperature. After turning on the heating elements, wait at least 30 minutes for the temperature to stabilize before operating the screw.
3. Avoid idling or slipping of the screw.
4. Prevent foreign objects from entering the barrel and damaging the screw or barrel. Keep metal fragments and debris out of the hopper. When processing recycled material, use a magnetic hopper to prevent iron filings from entering the barrel.
5. If melted plastic exhibits abnormalities, discoloration, or brittle products, adjust the temperature to verify proper functioning of the heating element's temperature sensor wire. Inspect the screw and die assembly for damage.
6. When using anti-drip, ensure the plastic in the barrel is fully melted to prevent damage to transmission system components during screw retraction.
7. Avoid mixing PE raw material with other plastic grades in the barrel simultaneously, as reactions at melting temperatures may cause severe industrial accidents.
8. When the EPE foaming machine is idle for over 30 minutes, close the discharge port, completely empty the barrel, and set the insulation function.
9. When installing, removing, or replacing nozzles, screw heads, or flanges, apply high-temperature anti-seize paste to bolt threads to facilitate future disassembly.
The screw, barrel, nozzle, flange, and cylinder form the core components of an injection molding machine, determining processing quality and efficiency. Maintaining their optimal condition is essential. First, implement necessary measures to prevent non-plastic debris from contaminating the plastic material. and pay close attention to verifying the correct clearance between the screw and barrel, as well as between the check ring and barrel. Proper clearance should seal against plastic backflow while generating the shear force required for plasticization. If melting action is slow, melted material exhibits spots or black specks, or product formation becomes unstable, inspect the screw, check ring, and barrel for wear.

Why Choose Us
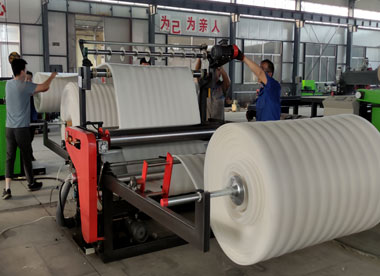
China manufacturer of EPE foam machinery since 2003.EPE foam machine not only have covered all over China, but also have exported to more than 70 countries
Would you like to take a closer look at our offer?
You May Like:
We are making How to Maintain the Screw and Barrel of an EPE Foam Machine factory, manufacturer & supplier & exporter.We specialize in making EPE foam machine for over 20+ years